Наталья Бектемирова, фото Геннадия Дробца
Полностью автоматизировать процесс погрузки угля. Достичь максимальной точности с погрешностью ±0,5 %. Увеличить скорость. Снизить трудозатраты и повысить уровень безопасности движения составов.
Все эти задачи решает автоматизированный поверхностный комплекс циклично-поточной технологии (ЦПТ) угольного разреза «Богатырь» в Казахстане. Отсюда начинают свой путь к заказчикам составы с углем, предварительно пройдя несколько этапов подготовки.


До погрузочного пункта железнодорожной станции «Богатырская» уголь из разреза компании «Богатырь Комир» транспортируется ленточным конвейером. В процессе движения параметры материала фиксируются специальными приборами. Маятниковый пробоотборщик производит отбор и химический анализ проб. Это дает возможность провести окончательную сертификацию угля перед тем, как он окажется на пункте погрузки в вагоны. Данные о составе материала поступают в систему визуализации. Большая часть проб возвращается на конвейер, а часть остается для хранения.
В непрерывном режиме
Усредненный уголь грузится в полувагоны на двух погрузочных пунктах: они находятся на дневной поверхности, на отметке +202,5 м. Один погрузочный пункт, по проекту, способен пропускать 5 500 т в час, оба при одновременной работе — 11 тыс. т ежечасно. Погрешность погрузки для одного полувагона грузоподъемностью 70 т составляет 0,5 % (350 кг).
Работа ведется непрерывно. Вагоны проходят по двум соединительным путям для порожних маршрутов, а затем загружаются на четырех железнодорожных погрузочных путях. Благодаря системе СЦБ (сигнализации, централизации и блокировки), пока уголь грузится в вагоны, еще по два состава могут стоять в ожидании погрузки.

Поверхностный комплекс ЦПТ оснащен светодиодными светильниками, что позволяет использовать его в темное время суток. Все это обеспечивает непрерывность процесса и повышает производительность погрузочных пунктов.
Уголь с конвейера поступает в два приемных бункера, каждый — по 230 м³. Затем по весодозирующим конвейерам движется в погрузочные желоба. Их можно перемещать и фиксировать над путями.
В отличие от старой технологии ЦПТ позволяет отказаться от дозирования материала. То есть убрать из производственной цепочки углесборочных станций функцию взвешивания угля.
А за счет применения системы пылеулавливания (аспирации) в виде вытяжной вентиляции в рабочей зоне снижается присутствие пыли в воздухе. Это повышает безопасность процесса как для людей, так и для оборудования.
Сканирование и моделирование
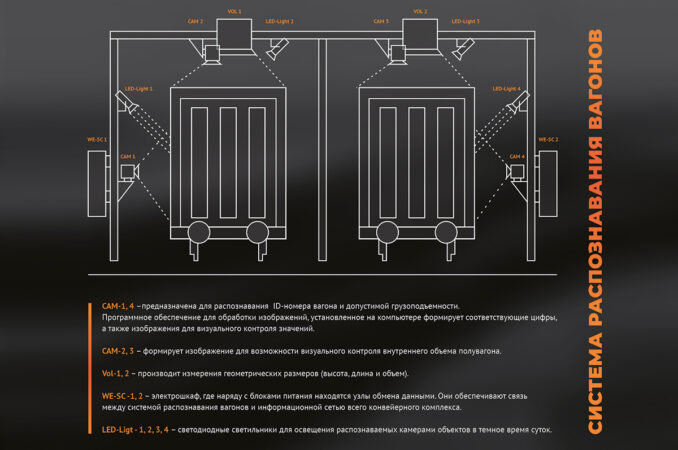
Полувагоны проходят на пункте соответствующую цепочку перед тем, как подаются под загрузку. Система сканирования/распознавания «сообщает» параметры единицы подвижного состава: высоту и длину, допустимую грузоподъемность, а также наличие/отсутствие посторонних предметов.
Сканирование происходит с помощью видеокамер. Они «считывают» номера вагонов, а также данные о грузоподъемности, размещенные на бортах. Камера, расположенная над вагоном, «проверяет», пуст он или нет.
Длина, высота и объем вагона отслеживаются лазерным сканером. Его лучи движутся вдоль объекта с одной и той же скоростью. Собранные сведения передаются в систему управления верхнего уровня.
Электрооборудование для сканирования размещается на специальной металлоконструкции. Сюда входят электрошкафы с блоками питания; узлы, отвечающие за обмен данными в системе, и промышленные компьютеры, которые обрабатывают поступающую с видеокамер информацию. Специальное ПО анализирует данные в режиме реального времени. Выдает цифровые значения и изображения, чтобы можно было визуально контролировать параметры.
Следующий шаг — моделирование процесса погрузки, которое происходит на основании этих сведений. Учитывается, с какой скоростью движется уголь по конвейеру и какова скорость вагона.
Маневровый робот
Погрузкой угля в вагон управляет система дозирования, которая может работать автоматически или в ручном режиме.
Загруженные вагоны взвешивают на современных железнодорожных весах: весовая зона есть на каждом из четырех путей поверхностного комплекса ЦПТ. Это прочная металлическая конструкция, работой которой управляют электронные системы.
Вес измеряется с применением динамического метода. Вагоны взвешиваются сразу после того, как завершена загрузка, и полувагон движется дальше по грузоприемному устройству с заданной скоростью.
Данные о весе вагона с углем передаются в автоматизированную систему управления горнотранспортным комплексом разреза «Богатырь» (АСУ ГТК) и циклично-поточной технологией (АСУ ЦПТ). Здесь автоматически формируется электронный пакет перевозочных документов для получателя груза. Дубликат направляется в «Казахстанские железные дороги».
Через поверхностный комплекс ЦПТ железнодорожный состав проводит маневровый робот-тягач/локомотив PRO TANDEM DER 300. Важное преимущество — расформировывать состав перед погрузкой не требуется, а его длина может достигать 70 полувагонов.
Получив перед началом погрузки параметры нужной скорости состава на компьютер, робот включается в работу, как только тот заходит на поверхностный комплекс. Он сцепляется с составом перед погрузочным пунктом и затем движется в нужном темпе до весовой зоны и через нее.
Потом отцепляется и перемещается на другой путь. А поезд, загруженный углем, проверяется на плотность тормозной сети и действие тормозов на торможение и спуск, после чего отправляется заказчику.
Управление движением
Движение железнодорожных составов на поверхностном комплексе ЦПТ управляется из диспетчерской станции «Богатырская». После ввода компактной системы микропроцессорной централизации (МПЦ) процесс удалось полностью автоматизировать, сделать его более безопасным и эффективным.


Два транспортабельных модуля с автоматизированными рабочими местами операторов стрелочных постов и электромехаников СЦБ оснащены такой системой и располагаются на постах комплекса. Устройства СЦБ управляются из диспетчерского пункта станции «Богатырская», куда данные с микропроцессоров поступают по оптоволоконному кабелю и отражаются на мониторе. Система работает в удаленном режиме, но может также управляться из модуля, который находится на 2-ом погрузочном посту.
МПЦ оптимизирует движение составов с учетом ограничений по доступности путей. Это позволяет четко планировать перевозки в пределах поверхностного комплекса. Все грузы автоматически регистрируются и учитываются в системе. Положение вагонов отслеживается и контролируется в режиме реального времени.
До ввода МПЦ движением составов в компании управляли с помощью релейно-блочной централизации (РБЦ), состоящей из 96 релейных стативов (4 500 приборов). РБЦ позволяла управлять 140 стрелочными переводами. Механикам приходилось запоминать множество электрических цепей, чтобы быстро сориентироваться в случае нарушений в работе станции. Поломки устранялись вручную, что требовало больших временных затрат и вело к простоям.
С установкой МПЦ неполадки диагностируются автоматически. Нарушения в работе микропроцессорных блоков устраняют наладчики, а напольное оборудование ремонтируют сотрудники СЦБ.
Высокая производительность
Использование современных технологий и оборудования на поверхностном погрузочном комплексе ЦПТ компании «Богатырь Комир» позволяет повысить эффективность процесса погрузки угля.
Комплекс рассчитан на суточную производительность в 33 маршрута осенью и зимой (до 150 тыс. т угля) и до 24 — летом и весной (до 110 тыс. т угля).
Немного истории
Станция «Богатырская» — одна из самых крупных углесборочных станций на постсоветстком пространстве.
• 1973 год. Ввод в эксплуатацию станции «Богатырская» на тепловозной тяге с постом электрической централизации устройств СЦБ в АБК «Богатырь».
• 1986 год. Реконструкция станции. Построен новый пост ЭЦ (электрической централизации), релейная, дополнительно уложены стрелочные переводы.
• 2003 год. Дополнительная электрификация железнодорожных путей нечетной горловины и путей станции «Богатырская». Железнодорожные пути разреза «Богатырь» полностью электрифицированы.
• 2023 год — станция переведена на управление стрелочными переводами и светофорами поверхностного комплекса ЦПТ в системе микропроцессорной централизации.